车削入门到精通:技术·安全·精度一次讲透
01车削是什么?——从“旋转+直线”说起
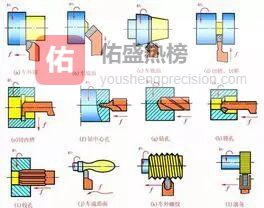
车削,就是让工件“旋转”、刀具做“直线或曲线”进给,把毛坯削成图纸上的形状和尺寸。只要工件能转起来,车床几乎都能搞定:内外圆柱、圆锥、端面、沟槽、螺纹甚至回转成形面,统统都能一次搞定。在金属切削机床里,车床数量占到总数的一半,堪称“万能机”。
02五种车工场景,你在哪一层?
普通机械车工:最接地气,找个车间比学校实训室靠谱。
模具车工:专攻塑料模具,尺寸要镜面、光洁度要高,橡皮泥是随身标配。
刀具车工:成天磨铰刀、钻头、合金刀盘,“磨刀水平=产量”。
大型设备车工:曲轴、缸体全靠立车,年轻人不敢碰,经验值MAX。
数控车工:图纸、编程、公式、刀具一把抓,“会算才会车”。
03安全先行——车床“四大雷区”
3.1 ► 红热切屑=隐形刀片钢件高速下像面条一样卷曲,边缘锋利;一旦断屑飞出,“秒变血滴子”。断屑槽、断屑器、防护挡板必须齐活,铁钩随时待命。
3.2 ► 工件装夹=“生命锁”卡歪了,工件飞出=机床报废+人身伤害双杀。三爪、四爪、顶尖、中心架要“卡正、卡紧、卡稳”;套管+搬手用完立刻拿走,别让“随手一放”变成“终身遗憾”。
3.3 ► 操作铁律开机前“全检”;卡刀、测量、换刀一律停车;旋转时“手摸电门都别碰”;锉刀右手在前、左手在后,防止衣袖卷入。机床专管专用,别让“顺手一开”埋下隐患。
3.4 ► 现场“五不”不戴手套
不穿宽松衣
不隔着机床聊天
不把工具放在床头柜
不让实习生单打独斗
04数控车床——一次装夹搞定全部工序
4.1 ► 切削用量怎么选?速度、进给、深度三要素互相牵制:
速度↑20%,刀具寿命↓50%
进给影响后面磨损,但比速度小
微小切深易硬化,反而更耗刀
最佳方案:“材料+硬度+状态+冷却+刀片刚性”综合打分,规则磨损才是王道。
4.2 ► 刀具怎么配?粗车:强度优先,大背吃刀+大进给
精车:精度+耐用度双高
机夹刀片:减少换刀时间,对刀一次到位
4.3 ► 夹具怎么用?通用夹具>专用夹具;基准重合=少误差;细长轴必加跟刀架或中心架,顶紧力“适中”最关键。
4.4 ► 加工路线怎么走?能满足精度与粗糙度
越短越好——空行程=时间+能耗+刀具寿命
先粗后精、先外后内、先大后小,一次装夹完成位置公差表面最稳。
05余量与夹具——把“硬皮层”留给普通车床
数控车床还没普及时,把锻铸硬皮余量先放在普车上粗车,再留0.5–1 mm给数控精车,程序灵活安排,“软硬搭配”最省心。液压卡盘拆装记住口诀:卸螺帽→拉管→抽后端→松卡盘→完成。
06车削通用守则(JB/T9168.2-1998)速记版
6.1 ► 车刀装夹刀杆伸出≤1.5倍刀高(孔槽除外)
中心线与走刀方向“垂直或平行”
端面、圆锥、螺纹、成形面——刀尖与轴线“等高”
粗车外圆比轴线稍高;细长轴稍低,防止“顶天立地”
螺纹刀尖角平分线必须与轴线“垂直”
垫片少而平,螺钉压紧到刚好不打滑。
6.2 ► 工件装夹三爪自定心:直径<30 mm,悬伸≤5倍直径;>30 mm,≤3倍
四爪/花盘/角铁:偏重工件必须加配重
两顶尖间细长轴→跟刀架/中心架,顶紧力“能调”
立车高件小支承面→加高卡爪+拉杆/压板
轮类套类先按不加工表面找正,保证壁厚均匀。
6.3 ► 车削顺序口诀台阶轴:先大后小保刚性
切槽:精车前完成防变形
螺纹轴:螺纹后再精无螺纹段
钻孔:先端面后中心孔,深孔先钻导向孔
多头螺纹:调好交换齿轮必须试切!
6.4 ► 自动与立车特殊要求自动车床按卡片调刀、试车首件合格再批量;立式车床横梁调好后“勿动”,一次装夹搞定位置公差最稳。车圆柱齿轮齿坯时,孔与基准端面必须同工序完成,必要时在分度圆处划线标记。
07高精度路线——误差补偿技术(ECT)来了!
7.1 ► 热误差占大头马达、轴承、液压系统、环境温度、冷却液……全是热源,它们让机床部件热变形,占总误差的60%以上。几何误差、切削力误差、刀具磨损误差等叠加后仍占40%,“热变形”成为精度第一杀手。
7.2 ► 软件补偿VS硬件补偿硬件补偿要重新做零件、调机构,对付不了随机误差;软件补偿零改动,靠数学模型实时抵消原始误差,方向相反、数值相等,“软件+传感器+控制器”就能让旧机床焕发新生命。工厂里低成本高精度的新路径就此打开。
08常见振动与断刀终极对策(图解版)
8.1 ► 大螺距螺纹床鞍振动原因:右主刀刃切削时轴向分力Px推向有间隙侧,床鞍来回窜动;左主刀刃则反向消除间隙。
对策:
调小间隙≠过紧——能平稳摇动即可
用左刃为主,右刃只做微量背吃刀;右刃前角加大到理论极限;缩短伸出长度;背吃刀量减半再试。
(图1示意)
8.2 ► 学生切断扎刀/断刀高频现场原因:径向分力Pz把刀具朝工件里推,中滑板丝杠间隙瞬间拉大。
对策:
最小化中滑板间隙——用塞尺反复压到最紧
小滑板松紧适中→防移位→防扎刀
前角加大+刃口直而锋利→径向力变小→稳定(图2示意)
断续切削时分段退刀重来,别一次推到底。
09车刀刃磨口诀——三分钟磨一把好刀
砂轮进给要平稳,角度对照量具准;前角后角依次磨,刃口对齐再退火;冷却充分防退火裂纹;刃口检查用显微镜——光洁度≥Ra0.8才算合格。背吃刀量减半试切→合格再量产,别让“一口闷”毁掉整批活儿。