从KPI到卓越制造:一套可落地的全流程方法论
01没有KPI,改进就是“盲人摸象”
制造管理像一条看不见的河,水位高低、流速快慢,只有把数据当标尺才能感知。KPI就是那条标尺:它让问题从“隐形的混沌”变成“可见的异常”,让改进方向从“拍脑袋”变成“数据说话”,让过程监控从“盲人摸象”变成“全程CT”。没有它,卓越制造只能停留在口号。
02曾国藩的“三端”智慧:拆到最小颗粒度
李鸿章初任江苏巡抚,向老师曾国藩求教“如何一方”。曾国藩给出“四事三端”:
四事——兵、饷、吏、文
三端——剖析、简要、综核
翻译成现代管理语言就是:
复杂系统可无限“二分”——分到不可拆分才止;
每件事都有一条指标曲线,一旦设定目标值,就必须考核。
把这套思路搬到生产现场,就是抓住“劳动者—劳动对象—劳动工具”三条主线,用实时监控做简要,用历史统计做综核,用原因分析做剖析。
03“痛点”说一千道一万,还是缺数字
管理层常抱怨:产能利用率失衡、在制品库存高、换型慢……这些只是“痛点”描述,并非问题。没有量化,就没有控制力;没有数据,就只能靠运气。
三条硬道理:
不能用数字表达,说明知之甚少;
知之甚少,就不能控制;
不能控制,就只能靠运气。
04制造管理的“三大风向标”
衡量企业是否成功,看营收、利润、员工成长;衡量制造是否成功,看制造周期、资源效率、过程稳定。一切KPI都围绕这三张表展开。
具体落地时,要为工单、设备、人员、质量单独设定绩效指标,形成一张“制造健康体检表”。
05VDMA 66412-1:德国人给出的“标准答案”
VDMA(德国机械与设备制造商协会)把行业最佳实践写成标准,为MES系统提供一套结构化制造KPI框架:
定义KPI关系信息模型
给出数据采集路径
让企业能“即插即用”又能自定义目标值
表1列出的66412-1 KPI看似枯燥,却是发现问题、明确方向、监控改进的三把钥匙。下面拆解其中三把:
5.1 ► 精益生产比——让设备“醒着赚钱”精益生产比 = 工序增值生产时间 / 工单制造周期
数值越大越好。若长期低于80%,说明设备大部分时间在“睡觉”。提高方法:主动维保降低非计划停机、优化换型减少设置时间、合并工序减少搬运等。
5.2 ► 工序周转率——在制品库存的“体温计”工序周转率 = 各工序时间之和 / 工单制造周期
理想值≥100%。低于100%即意味着在制品库存正在“睡大觉”。提升思路:前工序提前交货、后工序拉式生产、工序间物料小批量高频次交接。
5.3 ► 工人生产率——人效的“显微镜”工人生产率 = 与工单相关有效工作时间 / 出勤时间
高值代表劳动力被高效利用。若低于80%,可考虑一人多机位、工位合并、工作量再平衡等措施。
06KPI落地的“时间+数量”双建模
MES要算出以上指标,先得把“时间”与“数量”装进正确的账户:
时间账户——定义工序周期、设置时间、换型时间矩阵;
数量账户——良品、不良品、返工品同步过账。
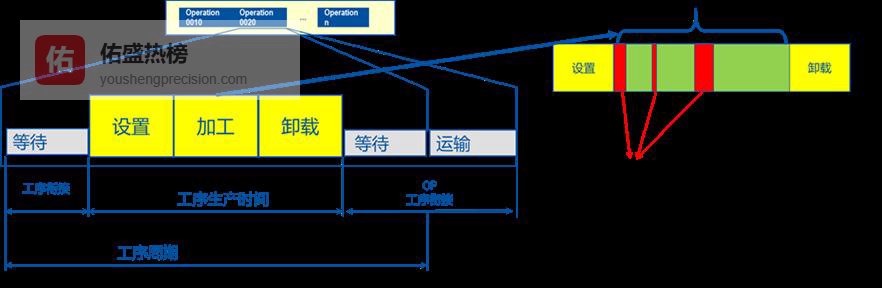
图1:制造KPI中的工单时间模型
上图展示:只有先给工序、设备、工单建好时间账户,才能在数据产生瞬间把停机、设置、增值生产时间归到对应账户,为后续计算奠定基础。
07MES算KPI:像Excel一样傻瓜?其实更智能
以工序周转率为例,MES在过账每道工序的开始与结束时间后,自动完成三步计算:
单工序周期 = 结束-开始
工单制造周期 = 最后一道工序结束-第一道工序开始
工序周转率 = Σ单工序周期 / 工单制造周期
同步还能算出:
精益生产比(增值时间 / 工单周期)
工人生产率(工人有效工时 / 出勤工时)
设备OEE(良品产出率、设备效率、性能指数)
传统纸质统计无法做到边生产边过账,更无法把多源数据整合成一张实时仪表盘;MES把这一切变成可能。
08如何选出适合自己的KPI?三步走策略
先列三大风向标→再拆成部门级指标→最后到工位级指标;
设定目标值时先参考行业均值,再结合自身历史数据;初期找不到?用MESA协会收益分析里的KPI区间做参考;
先跑通1–2个KPI做试点,验证数据质量与业务相关性后再全面铺开。
09结语:让KPI成为持续改进的发动机
KPI不是挂在墙上的一串数字,而是让系统自我发现异常、自我纠偏的发动机。从设定时间与数量模型开始,到计算指标、采取行动、验证效果,形成闭环;每一次循环都会让制造过程更贴近“准时、高效、低成本”的目标。记住:没有数据,就没有改进;没有改进,就没有卓越。