管-管对接GTAW焊接参数全攻略
01从TIG到GTAW:一次命名背后的技术沿革
钨极惰性气体保护焊(TIG)最初被称作Tungsten Inert Gas Welding,缩写为TIG;后来美国焊接学会将其正式更名为Gas Tungsten Arc Welding,缩写也改为GTAW。名字虽变,核心工艺却始终围绕“钨极+惰性气体”这一组合,而管-管对接正是GTAW最考验功力的场景之一。
02小直径薄壁管为何总“爆熔”
水平固定(5G)与倾斜固定(6G)全位置焊接时,电弧对焊接区的累积加热是首要难题。薄壁管散热慢、热容量低,一旦热量堆积,熔池便失去稳定,出现塌陷、咬边甚至烧穿。为了把熔池始终摁在“热平衡点”上,除了脉冲电流,最实用的办法就是把圆周切成若干区段,分段程序控参。
2.1 △ 周长如何等分图1所示即为典型划分法:将管子横断面周长均分成4段,每段90°。从D点(10∶30)开始顺时针编号,各区段对应焊接位置一目了然——
S1 0°~90° 平焊
S2 90°~180° 立向下
S3 180°~270° 仰焊
S4 270°~360° 立向上
03自熔GTAW:让母材自己“吃”自己
当管壁厚度≤3 mm且导热性较好时,可选用自熔GTAW,只需控制好四类参数。
3.1 △ 电弧长度——“贴着焊”不是越短越好薄壁管自熔GTAW的经验公式是:电弧长度 = 管壁厚度/2 + 0.25 mm。例如1.0 mm壁厚,电弧长0.75 mm即可,既稳弧又不会烧穿。
3.2 △ 焊接速度——越薄越快,但别低于100 mm/min常用区间100~250 mm/min,太慢会导致熔池过大、成形失控。
3.3 △ 焊接电流——奥氏体不锈钢每增0.1 mm壁厚约增4 A示例:0.8 mm壁厚→32 A;若加脉冲,四要素需匹配——峰值电流、基值电流、脉冲宽度、脉冲频率。经验比值峰/基=3∶1,薄壁管脉冲频率≈25 Hz/min。
3.4 △ 参数编程——让圆周“均匀吃火”起弧与收弧阶段,电流应先升后降,保证熔宽与熔深平稳过渡;各区段电流、速度可预设不同梯度,实现“分段控温”。
04填丝GTAW:厚壁管“打底+填充+盖面”三步走
当管壁>3 mm且开坡口时,必须用填丝GTAW,主流操作有两种:
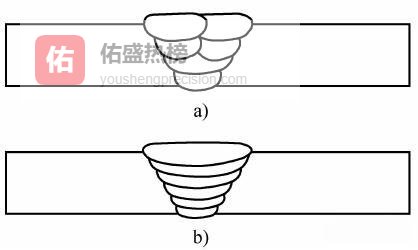
4.1 △ 窄焊道技术——一焊一毫米,层层递进通过精细控参把熔池“切”成薄片,适合打底与填充。
4.2 △ 多层单道焊技术——一次成型整条焊缝盖面层采用单道多层,效率更高,但控形难度大。
05与填充丝相关的关键尺寸
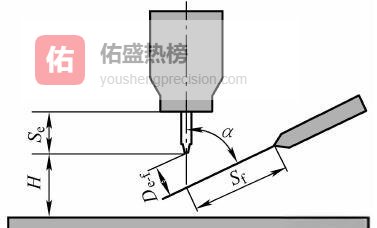
图3把关键尺寸一次说清:
夹角α 50°~80°,保证熔滴过渡顺畅
De-f 1.5~3 mm;根部焊道取大值,利用填充丝动能“推”熔池;填充/盖面取2 mm左右,避免夹丝
Sf 8~12 mm;太短喷嘴易烧坏,太长焊丝扭曲撞钨极
电弧长度 根部2 mm、填充/盖面3 mm,兼顾熔透与熔敷效率
06别忽视“边界参数”对质量的隐形影响
在全自动管-管对接设备中,以下参数无法编程却决定成败:
保护气体种类、纯度、流量
背面保护气种类、流量
气体透镜垫规格
钨极直径、端部形状、伸出长度
陶瓷喷嘴尺寸
填充丝牌号、炉批号、直径、送入倾角
焊缝起始点位置
层间温度
焊接电缆连接方式
把控参与边界条件同时锁死,才能让焊缝在360°圆周内重复地“又直又亮”。