准直器漂移:光路调好次日耦合效率骤降的根源与工程对策
在精密激光加工与光电子封装领域,大量现场工程师都会遭遇一类共性难题:前一日已将光纤传输、准直输出、自由空间传输与后端耦合的整套光路调试至最优状态,耦合效率与输出功率均达到预期峰值,次日设备上电运行后,耦合效率直接下滑 30% 至 50%,即便重新精细调试,也难以恢复前一日的稳定状态。光路无外力触碰、参数无人工修改、环境无剧烈变动,效率却莫名大幅衰减,这一问题并非调试技术不足导致,而是准直器漂移在精密光学系统中引发的典型工程故障。
准直器作为激光传输链路中控制光束形态、指向与模式匹配的核心元件,其工作状态直接决定激光能量利用率、光斑稳定性与加工精度,在激光锡球焊、光通信器件耦合、微电子光学封装等场景中,准直器的微米级位移、微弧度级偏转,都会引发耦合效率的断崖式下跌。本文从准直器漂移的本质机理、核心诱因、对系统的影响逻辑出发,结合精密激光焊接设备的工程实践,解析这一高频故障的解决思路,同时结合大研智造在激光锡球焊设备领域的技术积累,说明光路稳定性设计对精密焊接的实际价值。
一、准直器漂移的本质:高精度光学系统的微小误差放大效应
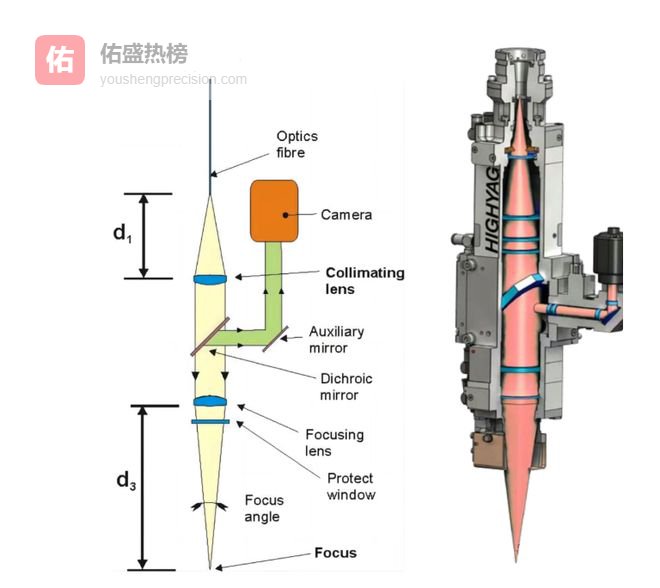
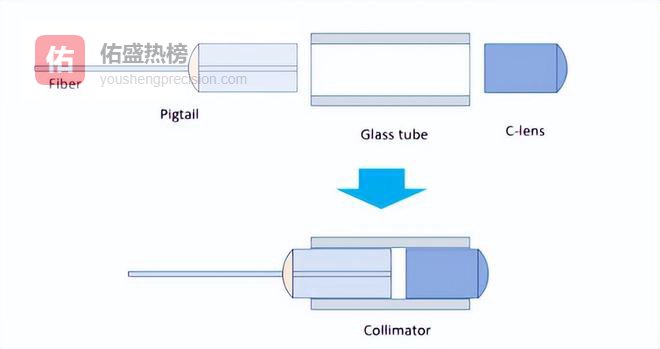
准直器并非静止不变的标准元件,而是激光光路中承担三重核心功能的精密组件:一是确定激光出射光束的发散角,保障光束以平行态传输;二是锁定光轴的空间指向,确保光束精准对接后续光学组件;三是维持与后端光学系统的模式匹配状态,保证激光能量高效耦合。这三项功能的实现,均建立在亚微米级定位、微弧度级指向的基础上,对准直器自身结构、安装状态、外部环境的变化极度敏感。
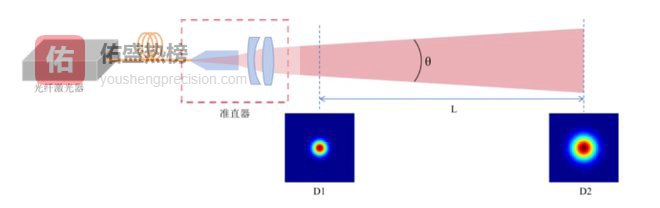
在单模激光传输与精密耦合系统中,光束的模式匹配对位置误差的容忍度极低。准直器内部镜片的轴向位移、径向偏摆、角度倾斜,即便只有几微米或几十微弧度,都会同步改变光束发散角、光轴指向与焦点位置,三者叠加作用下,耦合效率不会出现小幅波动,而是直接大幅衰减。这也是准直器漂移后,设备功率与效率难以通过简单微调恢复的核心原因 —— 漂移并非单一参数偏差,而是光束形态、指向、位置的同步劣化。
对于激光锡球焊这类精密加工设备而言,准直器输出的光束是焊接能量的载体,光束稳定性直接决定锡球喷射熔化的一致性、焊点成型质量与加工良率。准直器漂移会导致聚焦光斑偏移、能量密度不均,轻则出现焊点虚焊、锡球熔化不充分,重则造成焊盘损伤、元器件热失效,在 0.15mm 微小焊盘、0.25mm 窄间距的精密焊接场景中,这种影响会被进一步放大。
二、引发准直器漂移的四大核心工程诱因
准直器漂移并非偶然故障,而是光学系统设计、安装调试、环境适配、长期运行中多重隐患累积的结果,结合工业现场的长期监测数据,可将其核心诱因归纳为四类,其中热漂移与机械应力释放是导致 “隔夜效率骤降” 的主要原因。
(一)热漂移:最易被忽视的系统性诱因
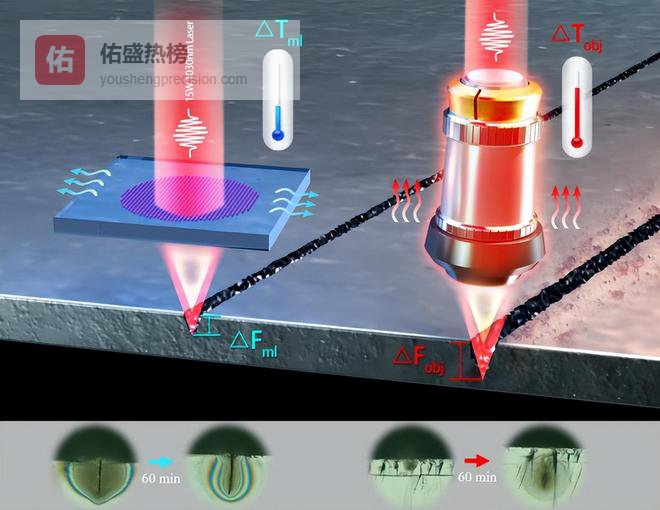
工业现场普遍存在认知误区:环境温度无明显波动,光学系统就不会出现热偏差。但实际影响准直器的并非环境室温,而是设备运行中的局部温升,这类温升隐蔽性强、影响持续,是准直器漂移的首要元凶。
激光锡球焊设备运行时,激光器本体、激光发生器会持续产生热量,导致设备底板、光学安装平台温度缓慢升高;光纤传输过程中,部分光能量被光纤端面吸收,会直接加热准直器前端结构,形成局部热点;准直器金属外壳、光学镜筒、安装基座的材质差异,会导致热膨胀系数不匹配,温升过程中各部件变形量不同,进而推动准直器镜片产生轴向位移与角度偏转。
这种热漂移具有滞后性、渐进性的特点:设备冷机调试时,各部件处于室温平衡状态,光路状态最优;开机运行 1 至 2 小时后,局部温升逐步稳定,准直器位置缓慢偏移,耦合效率开始下滑;关机冷却后,部件收缩变形,次日冷机状态与前一日调试状态完全不同,最终表现为 “调好的光路次日失效”。在高功率激光焊接系统中,热漂移引发的耦合效率损失,占总故障的 60% 以上。
(二)机械应力释放:导致 “隔夜漂移” 的直接原因

机械应力释放是准直器在无外力作用下发生位置偏移的核心因素,也是 “隔夜效率骤降” 的直接诱因。光学系统调试过程中,为快速达到最优耦合状态,操作人员会通过锁紧螺纹、侧向顶推、光纤牵拉等方式调整准直器位置,这一过程会在准直器镜筒、安装支架、光纤固定端累积残余机械应力。
白天设备运行时,温度与振动会延缓应力释放,准直器暂时维持调试位置;夜间设备关机冷却、停止运行后,系统内部应力会逐步重新分布,被挤压、牵拉的部件缓慢回弹,推动准直器产生不可逆的微小位移。这种位移幅度通常在微米级,肉眼无法察觉,但对单模光束耦合而言,足以让耦合效率从峰值跌落至临界值以下。
在传统光学安装结构中,无防松、无应力缓冲的设计会加剧这一问题:薄壁长镜筒的准直器抗形变能力弱,螺纹锁紧无防转结构时,应力释放会带动镜筒旋转偏转,进一步扩大光轴偏差,形成 “越调越不稳” 的恶性循环。
(三)准直器本体结构稳定性不足
准直器自身的结构设计与加工工艺,是决定其抗漂移能力的基础,实验室级准直器与工业工程级准直器的核心差异,就体现在长期运行的结构稳定性上。
工业现场中,易引发漂移的低稳定性准直器结构主要分为三类:一是采用简单胶合工艺固定镜片的准直器,高温、振动环境下胶水老化、形变,会导致镜片松动偏移;二是无防转、防松设计的螺纹调节式准直器,长期开关机循环与微振动会导致螺纹松动,引发轴向与角度偏差;三是镜筒壁薄、长径比过大的准直器,自身刚性不足,受重力、安装力影响易产生弯曲形变。
这类准直器在实验室静态环境中可短暂维持精度,但在工业现场的温度变化、设备微振动、重力方向变动等复杂条件下,会持续发生亚微米级、亚角度级偏移,无法满足 24 小时连续生产的稳定性要求。
(四)调试余量不足:极致峰值背后的稳定性隐患
部分工程师在光路调试中,一味追求 “理论最大功率点”,将耦合效率调至极限状态,这种调试方式看似最优,实则为漂移埋下重大隐患。
光学系统的理论峰值效率点,恰好是对漂移最敏感的临界点,此时系统无任何误差缓冲余量,准直器只要发生微小偏移,耦合效率就会出现断崖式下降。而工业生产的核心需求是长期稳定,而非瞬时峰值,过度追求极限效率,会让设备对温度、应力、振动的容忍度降至最低,最终表现为 “效率波动大、良率不稳定、重复调试频繁”。
尤其在激光锡球焊的批量生产中,单次调试的峰值效率毫无意义,设备连续 8 小时、24 小时运行的耦合效率稳定性,才是决定焊接良率与生产效率的关键。
三、准直器漂移对激光锡球焊设备的实际影响
激光锡球焊设备面向微小焊盘、窄间距、高精密元器件焊接,最小焊盘尺寸 0.15mm,焊盘间距 0.25mm,定位精度要求 0.15mm,对激光光束的稳定性、能量一致性要求远超普通激光加工设备,准直器漂移带来的影响会直接转化为产品不良与生产损耗。
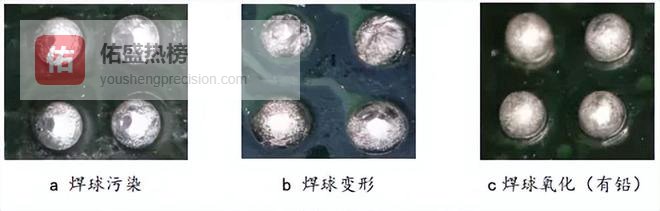
首先,准直器漂移会导致激光能量利用率下降,耦合效率降低意味着到达焊点的有效能量减少,锡球无法充分熔化,形成虚焊、假焊等缺陷,降低焊接良品率。其次,光轴偏移会引发聚焦光斑位置偏差,超出视觉定位的补偿范围,导致焊点偏离焊盘中心,损坏精密元器件。此外,光束发散角变化会改变光斑能量密度,能量过高时焊盘过热击穿,能量过低时焊接强度不足,在摄像头模组、VCM 音圈电机、MEMS 器件等热敏性元器件焊接中,这种缺陷会直接造成产品报废。
同时,准直器漂移会大幅增加设备调试成本,产线需频繁停机重新调光,降低生产效率;反复调试还会加剧光学部件磨损,缩短准直器、激光器等核心组件的使用寿命,提升设备维护成本。对于批量精密焊接产线而言,准直器漂移引发的稳定性问题,是制约生产效率与产品一致性的关键瓶颈。
四、工业级光学系统抑制准直器漂移的工程对策
解决准直器漂移问题,不能依赖反复调试,而要从结构设计、部件选型、调试规范、环境适配四个维度建立系统性解决方案,这也是工业级精密激光设备与实验室设备的核心区别。
在光学部件选型上,优先采用工程级准直器,镜片采用压环固定替代简单胶合,具备防转、防松螺纹结构,镜筒采用高刚性厚壁设计,提升自身抗形变与抗振动能力,确保在复杂工业环境中维持位置精度。在调试流程上,建立热平衡后调试的规范流程:设备上电后先空载运行 1 至 2 小时,待激光器、光学平台、准直器本体达到热稳定状态,再进行最终耦合优化,避免冷机调试与热机运行的状态偏差;同时预留耦合效率稳定余量,选择略低于理论峰值、但对微小漂移不敏感的工作点,提升系统容错率。在安装工艺上,杜绝光纤与准直器承受侧向拉力、顶推力,保证光纤自然弯曲半径,避免外力牵拉引发的应力累积;采用应力缓冲式安装基座,分散安装锁紧力,减少残余应力,降低隔夜漂移概率。在质量验证上,将长期漂移测试作为设备出厂必检项目,通过开关机循环测试、温度波动测试、连续 8 小时以上功率监测,验证准直器与光路系统的稳定性,确保设备交付后可长期稳定运行,无需频繁调试。
五、大研智造激光锡球焊设备的光路稳定性设计优势
大研智造深耕精密激光锡球焊领域二十余年,针对准直器漂移、光路稳定性不足等行业痛点,在激光锡球焊标准机的研发与生产中,融入全流程稳定性设计,从结构、部件、工艺三个层面抑制准直器漂移,保障设备长期高效运行。
设备采用整体大理石龙门平台架构,大理石材质具备热膨胀系数极低、刚性强、不变形、吸震性好的特性,为准直器、激光器、光学组件提供超稳定的安装基准,从基底上消除结构形变引发的光路偏移,即便长期连续运行,平台精度也无衰减,从根源降低准直器漂移风险。
运动系统采用行业领先的高品质进口伺服电机,配合高精度传动组件,定位精度达 0.15mm,闭环控制确保光学组件位置无微位移,避免振动与定位误差加剧准直器漂移;自主研发的激光发生器与喷锡球机构一体化设计,激光能量稳定限控制在 3‰以内,能量输出均匀稳定,减少局部温升带来的热漂移影响。

核心光学组件均采用工业工程级选型,准直器安装结构经过应力优化设计,无残余应力累积,配合设备自带的清洁系统与三轴可调激光接头,减少维护拆装对光路的影响,降低调试频率;设备在出厂前均经过严格的热平衡测试、长期连续运行测试,确保准直器与光路系统在批量生产中保持稳定,耦合效率无大幅波动。
依托自主研发与全产业链生产能力,大研智造可根据客户的焊接需求、光学系统配置,提供非标化光路稳定性定制方案,针对微小间距焊接、热敏元器件焊接、高精度立体焊接等场景,优化准直器安装、温控设计与调试规范,让设备在复杂工况下依然保持高稳定性,焊接良品率稳定在 99.6% 以上。
六、总结

准直器漂移是精密激光光学系统的共性工程问题,其核心诱因是热漂移、机械应力释放、部件结构不足与调试余量不合理,而非调试技术欠缺。在激光锡球焊等精密加工领域,准直器漂移直接影响耦合效率、焊接精度与产品良率,解决这一问题的核心,是建立以稳定性为核心的工程设计与调试逻辑,而非追求瞬时峰值效率。
工业级精密激光设备的价值,不在于单次调试的最优参数,而在于长期运行的精度保持与稳定性。大研智造始终以行业痛点为研发导向,将光路稳定性、抗漂移设计融入激光锡球焊设备的每一处细节,凭借大理石高稳定平台、高精度运动系统、工业级光学配置与二十余年精密焊接经验,为微电子、3C、军工、医疗等领域的用户,提供无漂移、稳光路、高良率的激光焊接解决方案。
未来,随着电子产品向微型化、高密度化持续升级,对激光焊接光路精度与稳定性的要求会不断提升,大研智造将持续深耕光学系统稳定性技术,以自主研发创新为核心,不断优化设备抗漂移、抗干扰能力,助力精密焊接行业突破技术瓶颈,推动微电子焊接工艺向更高精度、更高稳定性、更高智能化方向发展。




